




Dipoles Halus Kualitas Baik Bubut Karbida VCMT 160404 Sisipan Pembalik Karbida
Deskripsi Produk
| Nama Produk | Bubut karbida karbida berkualitas baik yang dipoles halus vcmt160404 sisipan balik karbida |
| Merek | GW / tanpa nama |
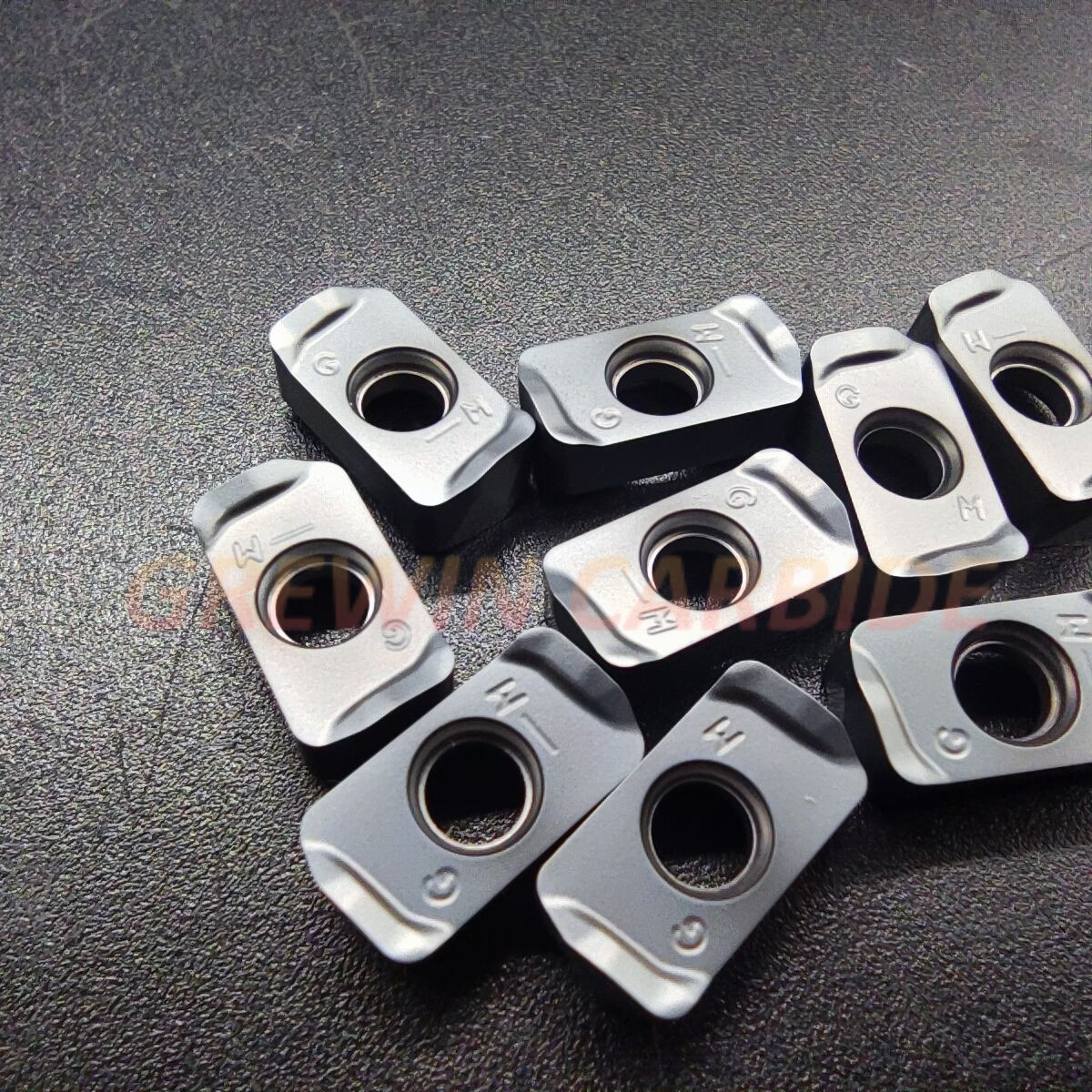
| Model | LOGU030310ER-GH |
| Lapisan | PVD/CVD |
| Bahan | 100% Perawan |
| Nilai | MC115/MC118/MC118X/MC335/MC335X |
| Benda kerja | Baja/Stainless steel/Baja paduan/Besi Cor |
| HRA | HRA 89-93 |
| MOQ | 1 |
| Ukuran | |||||
| L | D | S | d1 | R | |
| VCMT110304 | 11.2 | 6.35 | 3.18 | 2.8 | 0.4 |
| VCMT110308 | 11.2 | 6.35 | 3.18 | 2.8 | 0.8 |
| VCMT160404 | 16.6 | 9.525 | 4.76 | 4.4 | 0.4 |
| VCMT160408 | 16.6 | 9.525 | 4.76 | 4.4 | 0.8 |
Pertunjukan Produk
![]()
![]()
![]()
Terkait Produk
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1. TIPS HANGAT
01. Mengurangi kecepatan potong dan laju umpan dengan benar dapat memperpanjang masa pakai pemotong frais.
02.Saat bekerja, perlu menambahkan cairan pemotongan untuk melindungi ujung tombak, yang membuat pemotongan lebih halus.
03. Ketika ada lapisan oksida atau lapisan keras lainnya yang tersisa di permukaan benda kerja, itu dapat dihilangkan dengan penggilingan reversibel.
2. PETUNJUK PENGGUNAAN
Apa yang perlu diketahui pembeli tentang pemilihan pabrik akhir dan instruksi pengoperasian
01.Sebelum menggunakan pahat, harap ukur defleksi pahat.Jika akurasi defleksi pahat melebihi 0,01 mm, perbaiki sebelum memotong.
02.Semakin pendek panjang gilingan akhir yang mencuat dari chuck, semakin baik. Jika gilingan ujung menonjol untuk waktu yang lama, perlu untuk mengurangi kecepatan rotasi, laju umpan atau jumlah pemotongan.
03. Selama pemotongan, jika terjadi getaran atau suara yang tidak normal, harap kurangi kecepatan potong dan kecepatan makan pemotongan sampai situasinya membaik.
04. Pendinginan baja lebih disukai semprotan dan jet udara, yang secara efektif dapat meningkatkan efek penggunaan pemotong frais.












